
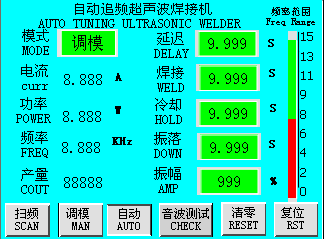
超聲波焊接機主顯示窗口功能說明
超聲波焊接機主顯示窗口功(gōng)能說明
1) 模式:此機型有兩種工作模式
a、 自動模式:焊接過程由所設定的時間來控製;
b、 調模模式(shì):不發超聲波,踩機(jī)器右側腳踏(tà)開(kāi)關焊頭下降,以(yǐ)便調(diào)節模具高度(dù);如需焊頭上升,踩機器左側腳踏開關焊頭上(shàng)升。
2)電流:顯示工作電(diàn)流的大小。
3)功率:顯示焊接後瞬間(jiān)最大輸出功(gōng)率。
4)頻率:顯示為到當前時間的(de)實際諧振頻率,單位為KHZ。
5)產量:顯示超聲波焊(hàn)接設備(bèi)生產次數。
6)延遲:顯示延(yán)時(shí)觸發超聲(shēng)波的時間;按綠色鍵進入參數設置。
7)焊接:顯示(shì)觸發超聲波的時間;按綠(lǜ)色(sè)鍵進入參數設置。
8)冷卻:超(chāo)聲波焊接後氣缸(gāng)停頓冷卻焊(hàn)接工件的時間;按綠色鍵進入參(cān)數設置。
9)振落:顯示振落粘住超聲波上模具焊接工件(jiàn)的時間(一般情況(kuàng)不使用此功能(néng))。
10)振(zhèn)幅:本機型(xíng)振幅(fú)可由50%—100%可調,設定值低(dī)於60%時,可能會(huì)因振幅值太低造成超聲(shēng)波輸出功(gōng)率偏小,從而導致(zhì)焊接不良;設定值高85%時,可能會因太高的振幅設定值減小超(chāo)聲波振子、超聲波工具頭的使用壽命。
11)頻率(lǜ)範圍:顯示發(fā)生器所追蹤到(dào)換能器及模具的諧振頻率(lǜ)標線的(de)位置,最好將模具及換能器(qì)調整到發生器中心頻率紅色標線升至綠(lǜ)色標線中間的位置。如中心頻率紅標(biāo)線上端顯示偏下或偏上(shàng),表示超聲波模具頻率偏低或偏高。
12)參(cān)數設(shè)置:按綠色鍵進入(rù)設置界麵,可對相應焊接參數作調整,調整完畢再Enter鍵進行確認保存(cún)並退出設置界(jiè)麵。
文章(zhāng)由:超聲波焊接機 https://www.mrmaozi.com/ 佛山市益(yì)百機械製造有限公司
- [2021.04.29]超聲波切布機影響熔接效果的因素
- [2021.06.02]15K超聲波塑(sù)焊機音波檢驗程序
- [2021.01.30]超聲波模具的作用
- [2021.04.29]超聲波切布(bù)機安裝說明
- [2021.03.09]使用超聲波焊接機加工(gōng)需要考慮的因素
- [2021.01.23]超(chāo)聲(shēng)波花邊機安裝流程
- [2021.04.28]超聲波下滾(gǔn)機操作程序
- [2021.06.01]超聲波設備焊接狀態顯(xiǎn)示與報警
- [2021.01.30]超聲波焊切機之打棗機故障(zhàng)問題
- [2021.04.28]超聲波下滾機機器各部名稱及功能
- [2021.03.09]超聲波焊切機操作原理
- [2021.06.01]小型切帶機焊頭螺(luó)絲斷裂(liè)問題(tí)
- [2021.01.27]佛山超聲波焊切機廠家有哪些?
- [2021.05.30]超聲波清洗機注意事項
- [2021.01.30]超聲波焊(hàn)切機的密封(fēng)性
- [2021.04.27]智能型超聲波發生器安全(quán)要求與警告
- [2021.03.09]超聲(shēng)波花邊機的產品特點
- [2021.01.23]超聲波花邊機花輪模具硬度問題
- [2021.05.30]超聲波衝花機操(cāo)作程序(xù)
- [2021.04.19]什麽是超聲波塑料焊接(jiē)?





